Comparada à manufatura tradicional, a impressão 3D oferece um custo reduzido, maior conveniência e gera menos resíduos e subprodutos tóxicos. Ela democratizou a prototipagem e a produção em pequena escala, permitindo que sejam realizadas até mesmo em ambientes domésticos. Entretanto, apesar da sua praticidade, a impressão 3D não é isenta de desafios.
Uma variedade de fatores, como tensão inadequada da correia, torque incorreto do bico e configurações de software de fatiamento imprecisas, pode levar a falhas significativas na impressão 3D. Para auxiliar nesse processo, compilamos as causas mais comuns de falhas e oferecemos dicas práticas para evitá-las.
1. Formação de Fios (Stringing)
Embora a formação de fios não cause uma falha catastrófica em impressões 3D com foco estético, esses filamentos finos que se estendem horizontalmente pelos espaços vazios do modelo comprometem o seu propósito. Em casos mais graves, o excesso de fios pode causar problemas de folga em impressões funcionais, principalmente aquelas com peças móveis.
Causas da Formação de Fios
Esse defeito surge quando a impressora 3D não consegue impedir o gotejamento do filamento derretido do bico durante as travessias de áreas vazias no modelo. O fenômeno é influenciado por diversos fatores, desde a viscosidade do filamento fundido até a pressão exercida no bico.
Em outras palavras, imprimir em temperaturas muito elevadas facilita o escorrimento do filamento e a formação de fios. Além disso, a falha em aliviar a pressão do bico também pode levar à extrusão prematura do plástico derretido. A presença de umidade no filamento também pode agravar a situação.
Alguns materiais, como o PETG, são naturalmente mais propensos a esse defeito de impressão 3D.
Como Corrigir a Formação de Fios: Reduza a Temperatura
Quanto maior a temperatura do bico, mais fácil será o gotejamento do filamento. Ajustar a temperatura correta do bico garante a viscosidade ideal do filamento, permitindo que a impressora 3D controle o fluxo com mais precisão. A boa notícia é que existe uma maneira simples de realizar esse ajuste.
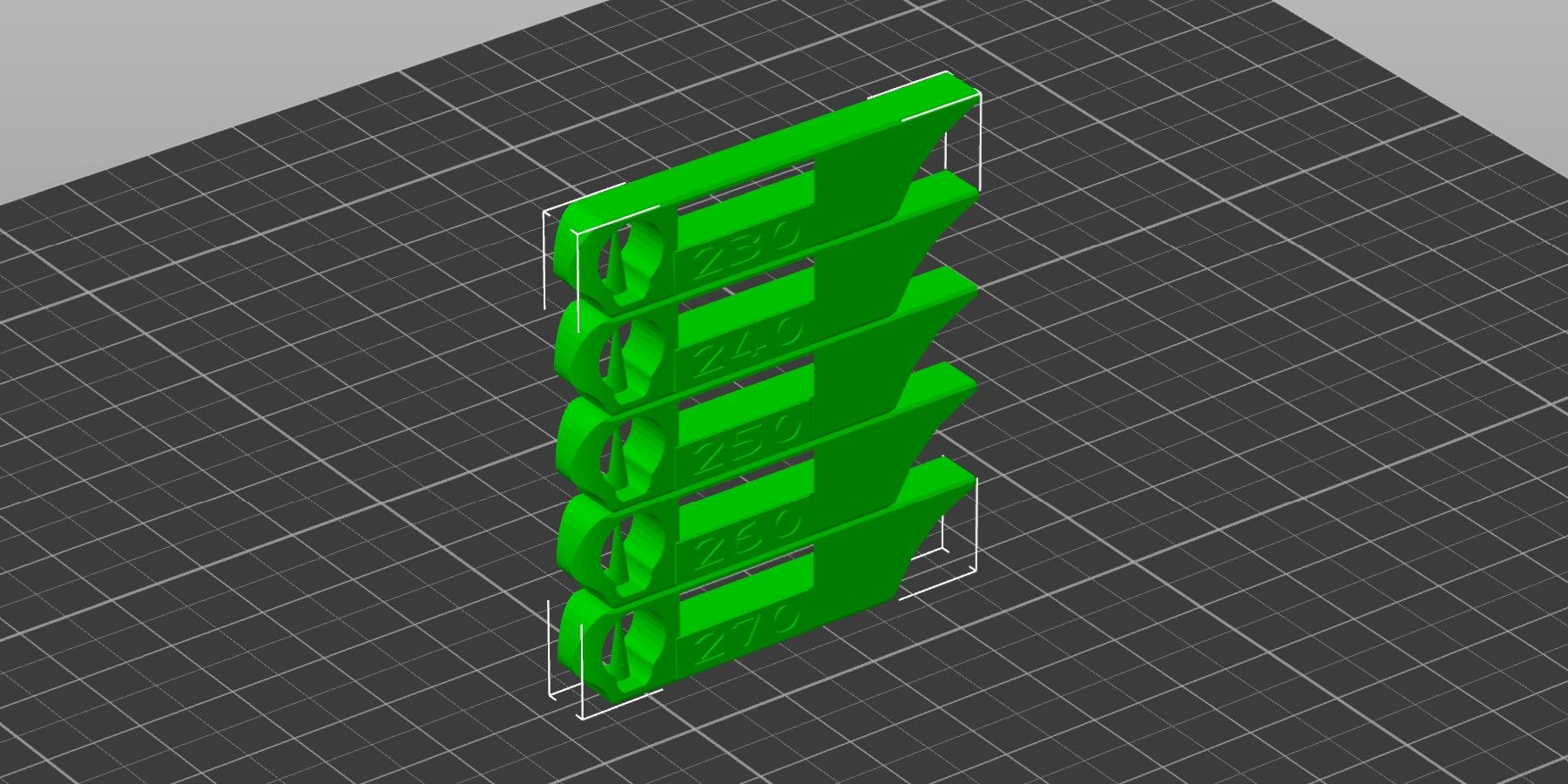
A maioria dos softwares de fatiamento modernos, como o PrusaSlicer e o SuperSlicer, possui modelos de teste de torre de temperatura integrados. Use esses recursos para ajustar a temperatura do bico de acordo com o filamento escolhido. A torre de temperatura permite imprimir várias seções do modelo em diferentes temperaturas de bico.
Essa ferramenta é perfeita para encontrar o ponto ideal entre a maximização da força de adesão entre camadas e a minimização da formação de fios. Analise os resultados em cada seção da torre para determinar a temperatura ideal que oferece resistência suficiente para a sua aplicação, ao mesmo tempo em que reduz a formação de fios.
Como Ajustar as Configurações de Retração
Após resolver o problema da temperatura excessiva do bico, é hora de auxiliar a impressora a aliviar a pressão do bico. A extrusão do filamento derretido através de um pequeno orifício no bico requer muita pressão. Se essa força não for reduzida a tempo, o filamento continuará a vazar pelo bocal, resultando na formação de fios.
O software de fatiamento possui uma configuração chamada distância de retração para esse propósito. Como o próprio nome sugere, essa função reduz a pressão do bico puxando o filamento na direção oposta. A distância de retração é medida em milímetros e varia entre 0,4 mm e 1,2 mm para extrusoras de acionamento direto. Já as extrusoras Bowden exigem uma retração entre 2 mm e 7 mm. Caso tenha dúvidas sobre os tipos de extrusora, consulte nosso guia sobre extrusoras de acionamento direto e Bowden.
O valor também varia conforme a rigidez/elasticidade do material do filamento. A impressão de modelos de calibração otimizados para retração é a maneira mais eficaz de determinar a configuração correta para a sua impressora 3D. Semelhante à torre de temperatura, a maioria dos softwares de fatiamento oferece torres de retração integradas. Caso contrário, você pode baixar uma torre de retração em Printables para descobrir a configuração ideal de distância de retração.
Além da distância de retração, a velocidade de retração também impacta a formação de fios. A velocidade varia entre 25 mm/s e 60 mm/s para a maioria dos filamentos, mas também depende do tipo de extrusora (direta ou Bowden), bem como da rigidez/elasticidade do material. Uma velocidade muito baixa agrava a formação de fios, enquanto uma velocidade muito alta pode levar ao desgaste do filamento nas engrenagens da extrusora ou até mesmo à quebra do filamento. Novamente, a impressão de modelos de calibração é a melhor abordagem.
2. Entupimento do Bico
O entupimento do bico ocorre quando o filamento não consegue passar pelo bico, resultando em impressões incompletas ou falta de extrusão. Diferentemente da formação de fios, esse problema geralmente leva à falha total da impressão. Identificar a causa do entupimento e encontrar uma solução também pode ser um desafio devido ao grande número de variáveis envolvidas.

Causas do Entupimento do Bico e Como Evitá-lo
A complexidade da extrusora de uma impressora 3D cria vários pontos de falha que podem levar ao entupimento do bico. Em geral, as principais causas variam desde problemas mecânicos (extrusora, bico, aquecedor) até a seleção de filamentos e práticas de manuseio. Vejamos as causas mais comuns:
Qualidade do Filamento: Filamentos de qualidade inferior tendem a conter poeira e detritos que podem se acumular no bico ao longo do tempo, causando bloqueio. Não é incomum encontrar fragmentos de metal em filamentos de marcas que não seguem padrões de fabricação adequados. Não é preciso muito para entupir um bico com uma abertura de apenas 0,4 mm. Por isso, é recomendável utilizar filamentos de alta qualidade de marcas confiáveis. No entanto, é possível mitigar o impacto negativo de filamentos de baixa qualidade seguindo nosso guia de tração a frio para manutenção preventiva do bico.
Tamanho Incorreto do Bico: Filamentos de engenharia com misturas de fibra de carbono e fibra de vidro podem facilmente entupir bicos padrão de 0,4 mm encontrados na maioria das impressoras 3D. É melhor utilizar bicos maiores, de 0,6 mm, para diminuir o risco de que esses materiais bloqueiem o pequeno orifício de um bico padrão. Essa recomendação também se aplica a filamentos de madeira, que brilham no escuro ou com infusão de metal.
 Crédito da imagem: Nachiket Mhatre
Crédito da imagem: Nachiket Mhatre
Altura Excessiva da Camada: Camadas mais espessas são impressas mais rapidamente, mas o excesso pode levar ao entupimento do bico. Idealmente, a altura da camada não deve exceder 75% do tamanho do bico. Isso significa que, para um bico de 0,4 mm, a altura máxima da camada deve ser de 0,3 mm.
A impressão de modelos com alturas de camada maiores exige um fluxo volumétrico de filamento muito alto, o que é impossível sem aumentar a temperatura do bico. A falta de calor suficiente impede que a extrusora empurre o filamento frio pelo bico.
Fluxo de Calor: No outro extremo, imprimir em temperaturas muito altas pode fazer com que o calor se propague do lado quente para o lado frio através da barreira térmica. Os entupimentos do bico ocorrem quando o filamento derrete no lado errado do dissipador de calor. Se o ventilador do hotend parar de funcionar, mesmo a impressão de materiais com baixo ponto de fusão, como o PLA, em temperaturas normais, pode levar ao entupimento.
Para evitar esse problema, verifique se o ventilador do hotend está funcionando antes da impressão. O uso de barreiras térmicas de titânio ou aço mais fino também pode reduzir a deformação térmica. Se você estiver imprimindo PLA em uma impressora fechada, manter a porta aberta pode ajudar. Se nada mais funcionar, talvez seja necessário fazer um upgrade para um ventilador hotend mais potente.
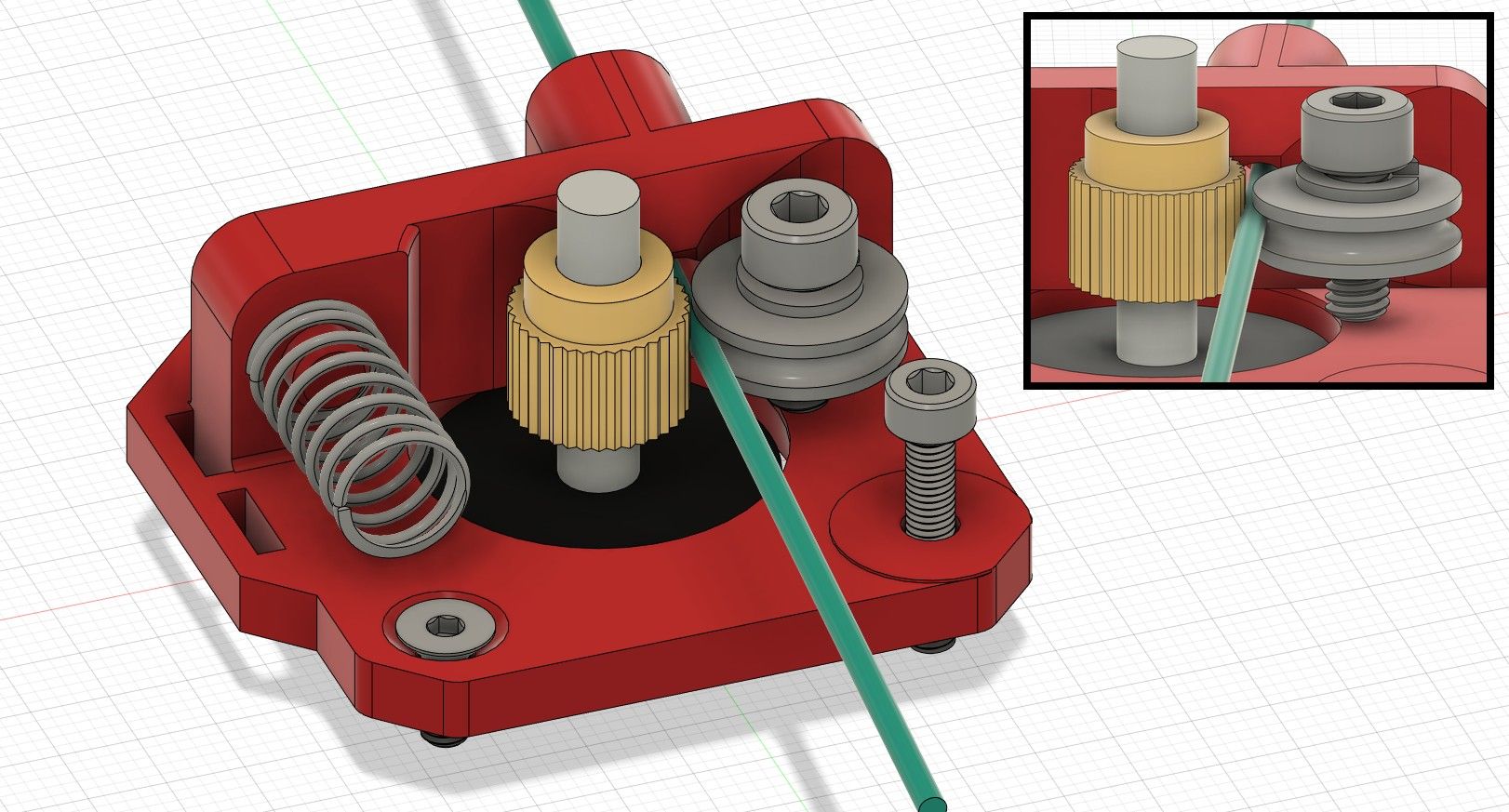
Desgaste da Extrusora: O motor da extrusora e o conjunto de engrenagens devem gerar um torque e aderência elevados para empurrar o filamento através do bico. Isso é ainda mais importante ao imprimir em altas velocidades com materiais que exigem temperaturas elevadas. A potência do torque de motores de passo da extrusora mais antigos pode diminuir com o tempo ou as engrenagens da extrusora podem se desgastar. A combinação desses fatores em uma impressora antiga pode reduzir a força de extrusão a ponto de causar entupimento do bico.
No entanto, caso você se depare com um bico entupido, nosso guia sobre como desentupir bicos de impressora 3D será útil.
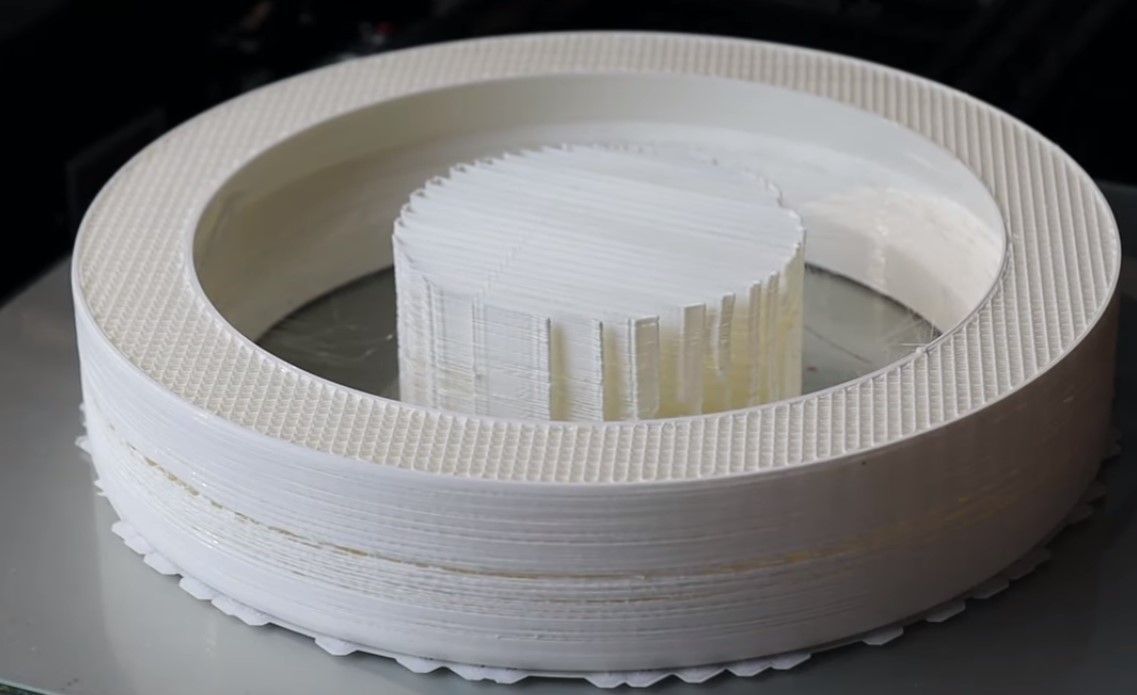
3. Deformação (Warping)
A deformação ocorre quando as bordas ou cantos de uma impressão se levantam da base durante a impressão. Embora possa parecer um problema cosmético, a deformação prejudica a precisão dimensional de impressões funcionais. Em casos mais graves, a deformação excessiva pode fazer com que a impressão se solte da base e seja danificada.
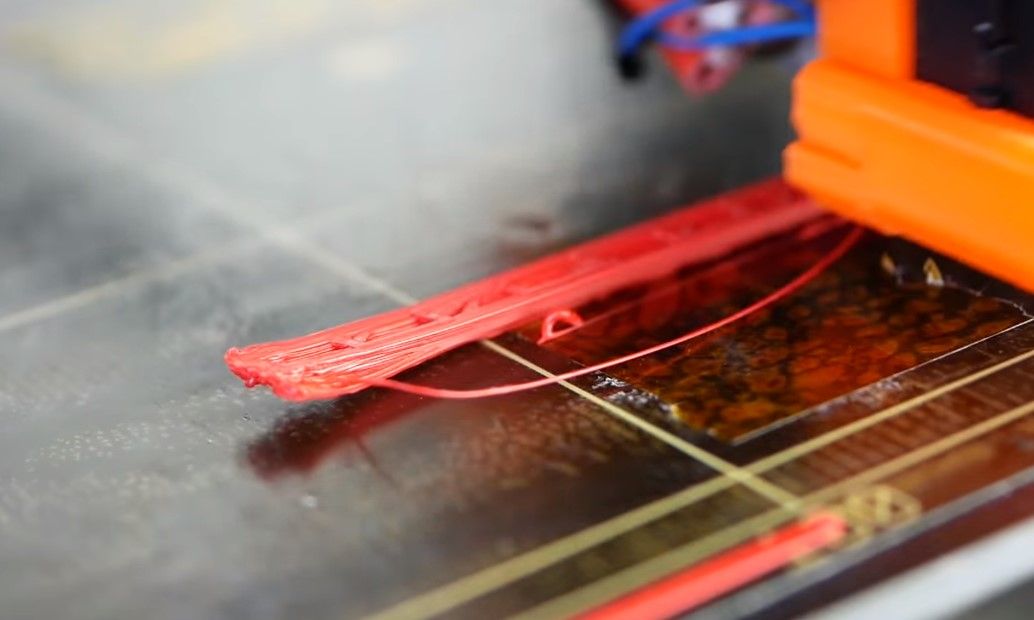 Crédito da imagem: Cozinha CNC/YouTube
Crédito da imagem: Cozinha CNC/YouTube
Causas da Deformação
A mecânica da deformação pode ser melhor compreendida ao visualizar uma parede em miniatura sendo impressa em ABS. As primeiras camadas são depositadas a 260 °C em uma base que é aquecida a 100 °C para auxiliar na adesão. À medida que a impressão avança, as camadas próximas à base permanecem a 100 °C, enquanto as camadas superiores estão a um terço dessa temperatura.
As camadas superiores, em contato com o ar ambiente mais frio, começam a encolher ao esfriar, enquanto as camadas inferiores, mais quentes e próximas da base, permanecem relativamente maiores devido à expansão. O encolhimento das camadas superiores faz com que as camadas mais quentes próximas da base se curvem, o que se torna evidente quando os cantos se levantam da base.
Embora a adesão à base possa diminuir a deformação, o problema é causado pela diferença de temperatura entre as camadas quentes e frias da impressão. Por isso, a deformação é mais comum em materiais técnicos como o náilon e o ABS, que são impressos em temperaturas significativamente mais altas.
Como Prevenir a Deformação
A melhor forma de evitar a deformação é controlar a diferença de temperatura mencionada anteriormente. Para impressões em ABS, isso é mais fácil de alcançar com uma câmara de impressão fechada. Essa configuração mantém o calor gerado pela base, elevando a temperatura da câmara para até 70 °C em impressoras menores, como a Voron série 0.
Esse método também é eficaz para materiais mais desafiadores, como náilon e policarbonato. O ideal é remover os componentes eletrônicos da impressora da câmara para garantir sua durabilidade. No entanto, uma câmara simples nem sempre consegue evitar a deformação de impressões grandes em impressoras 3D maiores. Nesses casos, é preciso aquecer ativamente a câmara de impressão até cerca de 60 °C.
É importante ressaltar que temperaturas tão altas na câmara não são ideais para materiais como PLA e PETG, que tendem a amolecer nessas temperaturas. Esses materiais são melhor impressos em impressoras 3D abertas, com a base aquecida na temperatura de transição vítrea (amolecimento) (entre 45 °C e 60 °C) para melhorar a adesão. A deformação também pode ser reduzida diminuindo a temperatura do bico, mas isso pode levar a impressões mais fracas.
Como regra geral, adicionar abas a grandes superfícies planas ou a cantos afiados nas impressões melhora a adesão, pois impede que o material encolhido deforme as camadas inferiores. Nosso guia sobre diversas superfícies de impressão 3D (e quando usá-las) ajudará você a melhorar a adesão da primeira camada.
4. Separação de Camadas ou Impressões Fracas
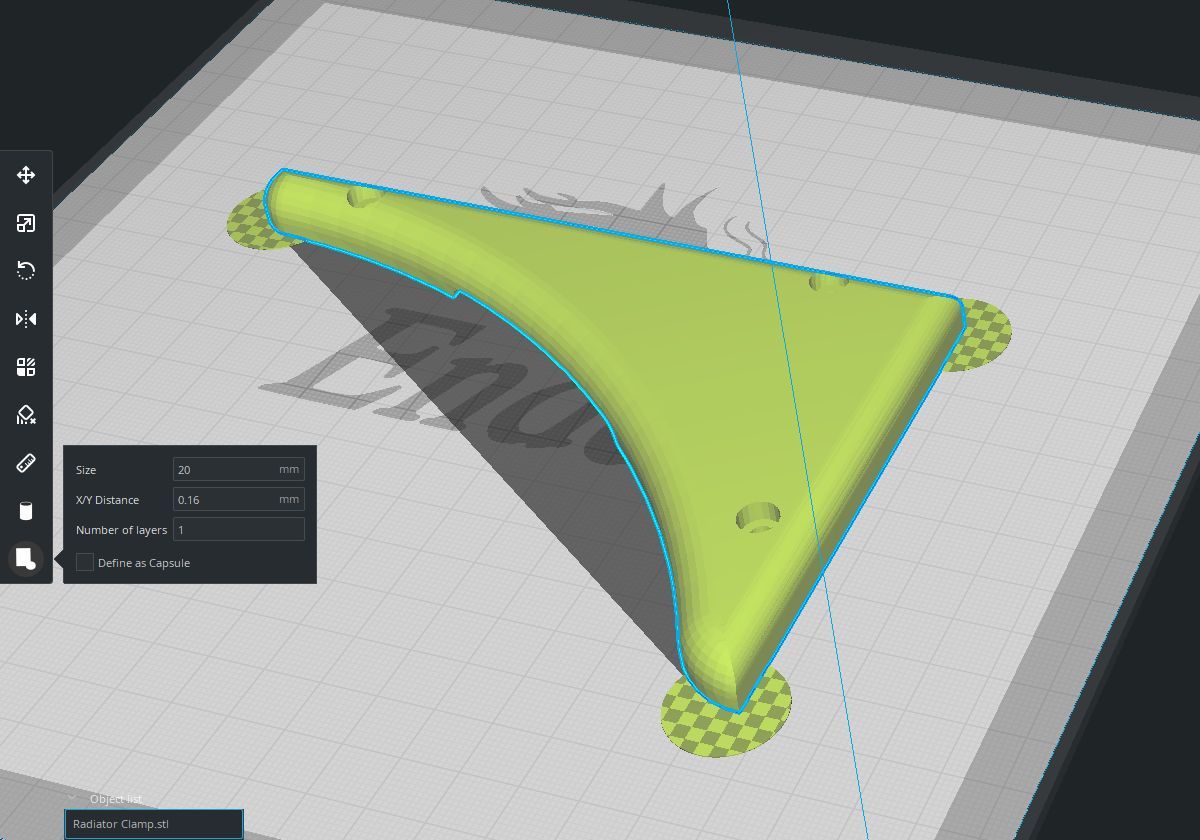
A separação de camadas, também conhecida como delaminação, ocorre quando as camadas de uma impressão não aderem adequadamente umas às outras, resultando em rachaduras ou lacunas na impressão. Uma impressora 3D é, essencialmente, uma pistola de cola quente controlada por um robô. E a cola quente funciona porque, bem, está quente.
Da mesma forma, imprimir com temperaturas de bico mais baixas resulta em impressões esteticamente agradáveis e com menor tendência a deformar, mas a falta de calor compromete a adesão entre as camadas. Isso leva a impressões mais fracas, que quebram com facilidade nas linhas das camadas.
 Crédito da imagem: Callum coles/YouTube
Crédito da imagem: Callum coles/YouTube
Como Melhorar a Adesão das Camadas e Evitar Impressões Fracas
A resistência de uma impressão 3D em todas as direções, exceto ao longo das linhas de camada, é determinada pelo fabricante do filamento. Leia mais sobre como a escolha do filamento afeta o sucesso das suas impressões 3D. No entanto, as linhas de camada são os pontos de falha para todas as impressões 3D, independentemente do material utilizado. Por isso, é fundamental seguir estas práticas recomendadas para melhorar a adesão entre as camadas.
Impressão em Temperaturas Adequadas: Calibre a temperatura do bico com os testes de torre de temperatura mencionados anteriormente. Esses modelos 3D são projetados para serem avaliados em cada seção de temperatura, permitindo verificar a resistência da adesão da camada. Essa é a melhor forma de encontrar um equilíbrio entre a qualidade da impressão e a resistência entre as camadas.
Alta Velocidade do Ventilador de Resfriamento da Peça: Definir a velocidade do ventilador de resfriamento da peça muito alta pode fazer com que as camadas esfriem muito rapidamente, prejudicando a adesão. Embora o resfriamento mais rápido garanta impressões esteticamente mais agradáveis e com melhor qualidade de suporte, o impacto na adesão entre camadas é negativo em materiais como ABS, náilon e policarbonato.
Filamento Úmido: A presença de umidade no filamento leva à produção de vapor no bico quente, introduzindo microbolhas e vazios no material extrudado. Isso não apenas prejudica a qualidade da superfície da impressão, mas também a torna mais quebradiça. Materiais como PLA e PETG não são tão suscetíveis à umidade, mas filamentos higroscópicos, como o náilon, devem ser bem secos em um secador de filamento antes da impressão.
Os Quatro Cavaleiros do Apocalipse da Impressão 3D
Garantir o sucesso nas impressões 3D vai além de uma boa adesão da primeira camada. Ajustar as configurações da impressora e do software de fatiamento para mitigar esses quatro tipos comuns de falha aumenta consideravelmente as chances de obter uma impressão 3D bem-sucedida.